


竹節紗特征及不同竹節紗裝置的織物類型
竹節原本是紡織生產(chan) 中的一類常見疵點,由於(yu) 紡紗過程中諸如牽伸、粗細不均勻等一些問題得影響,使得紗線局部出現細度不勻,形成類似竹節一樣的凸起,產(chan) 生竹節疵,影響織物的質量。
但是,當這種類似竹節一樣的凸起在織物表麵形成均勻分布的時候,可以使織物表麵形成一種特殊的文理,產(chan) 生特有的織物風格,滿足人們(men) 對織物織物風格多樣化的要求。
於(yu) 是在紡紗過程中認為(wei) 的使紗線密度在其長度方向上發生規律或者不規律的變化,得到了竹節紗,並將這種紗線用於(yu) 織物的生產(chan) ,形成竹節紗織物。隨著竹節參數的不同,竹節織物可以形成頗具個(ge) 性化的文理特性。

竹節紗的生產(chan) 起源於(yu) 20世紀70年代,自問世以來,由於(yu) 其織物的特殊紋理效果,就備受世人矚目,近年來被廣泛應用於(yu) 服裝以及裝飾用紡織品上。
竹節紗特征
竹節紗特征是具有粗細分布不均勻的外觀,是花式紗中種類最多的一種,有粗細節狀竹節紗、疙瘩狀竹節紗、短纖維竹節紗、長絲(si) 竹節紗等。竹節紗可用於(yu) 輕薄的夏季織物和厚重的冬季織物。可用於(yu) 衣著織物,也可用於(yu) 裝飾織物,花型突出,風格別致,立體(ti) 感強。

竹節紗的公稱號數一般以基紗號數冠名,如C14.5tex竹節紗是指竹節間距為(wei) 正常紗的號數,而竹節處的號數要大。實際生產(chan) 中在前羅拉變速紡竹節時,一般先設定好基紗的高速值和撚度值紡出正常的基紗號數後再設定低速值等竹節參數來生產(chan) 竹節紗。

目前,竹節紗在各類麵料的生產(chan) 中應用非常廣泛,符合當前的流行趨勢而廣為(wei) 流行,竹節紗品種多,適用範圍廣。
一般來說,按竹節紗紡紗形式分:有氣流紡竹節和環錠紡竹節;按竹節長度分:有長竹、中竹、短竹;按竹節倍數分:有粗竹、中竹、細竹;等等。

竹節紗的主要參數
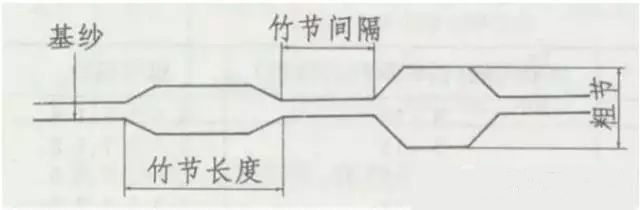
竹節紗參數包括基紗線密度、竹節粗度、竹節長度及竹節間距。
由於(yu) 竹節紗的特殊結構,布麵風格與(yu) 上述4參數密切相關(guan) ,其各種各樣的組合決(jue) 定了它在布麵上特殊的風格,其方法主要有以下4種。
由於(yu) 竹節紗竹節部分較粗,紡紗時加在竹節部分的撚度也較少,竹節段纖維較鬆散,使竹節紗染色時粗段與(yu) 細段對染料的吸收不一致,再根據竹節長短不同會(hui) 形成雨點或雨絲(si) 的風格。
原料不同形成的風格有異:如用普通棉、滌綸原料紡製的單紗織製的竹節紗織物竹節比較明顯;而采用異形纖維如陽離子滌綸、強光滌綸、粘膠等形成較細竹節,然後與(yu) 普通紗加撚成線,可製成高檔麵料。
在轉杯紡紗機上紡製48.6~58.3tex(Nel2~10)竹節紗,其竹節可高於(yu) 正常紗的1.3~1.8倍,配合竹節間距與(yu) 長度的變化,可織製出具有麻的風格的高檔麵料。
利用竹節紗竹節部分的長短不同、粗細不同、節距不同、原料不同,可開發出豐(feng) 富多彩、風格各異的品種,以滿足各類不同消費者的需要。

不同竹節紗裝置的織物類型
不同竹節紗裝置生產(chan) 的竹節紗的風格、類型是有區別的。隨著竹節紗裝置技術水平的不斷提高,竹節紗的花色類型也在不斷增多。從(cong) 紡製竹節紗裝置的驅動係統來說,從(cong) 最早的離合器式、步進電機,到現在的伺服電機;從(cong) 紡製竹節裝置的變速係統來說,有變動前羅拉速度紡出竹節的,也有變動中後羅拉及前羅拉速度紡出竹節的,其花色種類越來越多。
例如步進電機驅動的前羅拉變速係統竹節紗裝置,其紡出的竹節紗一般為(wei) 不同節距和節長的五個(ge) 竹節為(wei) 一小循環,遞次起頭形成二十五個(ge) 竹節為(wei) 一大循環,而伺服電機驅動的竹節紗裝置可紡製節長、節距任意設置,節粗在同一根紗線上可以不同倍率任意變化,竹節陡度任意修整、竹節形狀多樣,竹節控製精度可達0.1mm,能紡製有規律、無規律、竹節上帶竹節、多層次模糊竹節,隨機不重複紡製的竹節紗,效果很好。
因此在選擇竹節紗裝置時,需要根據生產(chan) 竹節麵料花色類型的不同選擇合適的竹節紗裝置。各類竹節紗裝置的功能特征有很大的不同,從(cong) 拓展花色品種來說,應選擇伺服電機驅動的前中後羅拉變速係統,其紡製的竹節不變形,不會(hui) 使布麵竹節形成有規律排列的斑痕,簡稱“規斑”,同時附有竹節紗CAD仿真軟件,可顯示布麵緯向竹節位置分布效果圖,確保布麵風格優(you) 美,免除多次打樣對交貨期的影響,效率會(hui) 大大提高。
竹節紗的公稱號數一般以基紗號數冠名,如C14.5tex竹節紗是指竹節間距問正常紗的號數,而竹節處的號數要大。實際生產(chan) 中在前羅拉變速紡竹節時,一般先設定好基紗的高速值和撚度值紡出正常的基紗號數後再設定低速值等竹節參數來生產(chan) 竹節紗。
竹節紗的綜合號數就是指基紗和竹節紗的綜合號數,一般工藝設計和實際紡出的綜合號數是有差異的,其不同種類的竹節紗裝置紡出竹節紗綜合號數的差異大小也是不同的。綜合號數是生產(chan) 中日常控製紡出成紗重量偏差的重要依據,也是竹節紗用棉成本核算的主要指標。有些企業(ye) 在紡製竹節紗時以基紗號數控製紡出成紗重量偏差,使實際紡出的基紗號數偏輕,可以多織出布的米數。這樣對於(yu) 竹節細而稀的紗尚可,但對於(yu) 竹節粗而密的竹節紗,會(hui) 使基紗處太細而造成後加工斷頭多。
設計綜合號數指工藝設計的竹節紗綜合號數。是以一定循環內(nei) 節距和節長與(yu) 其一定循環內(nei) 長度的百分比為(wei) 權數,其對應的基紗和竹節紗號數的加權平均值。
需要指出的是:一定循環的成紗總長度,應以竹節排列規律計算。
對於(yu) 有規律時為(wei) 一周期內(nei) 的循環長度,如五個(ge) 竹節一小循環時可以五個(ge) 竹節總長為(wei) 一循環總長度;對於(yu) 無規律的,可根據設定的平均節長、節距和粗度倍數來概算。
實際綜合號數是實際紡出的竹節紗號數,與(yu) 工藝設計的綜合號數是有差距的,因此日常生產(chan) 中要按照紗線國家標準規定,日常試驗控製成紗實際綜合號數達到或接近工藝設計綜合號數,其重量偏差批偏控製在±2.5%,月偏控製在±0.5%。
複合麵料生產(chan) 廠家

